Three Pyrolysis Output Streams
Plastic pyrolysis produces three distinct outputs from one sealed reactor: liquid pyrolysis oil (the main product, typically 50–70% by weight), non-condensable syngas (fuel for the furnace), and solid carbon char — each with different uses and values.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
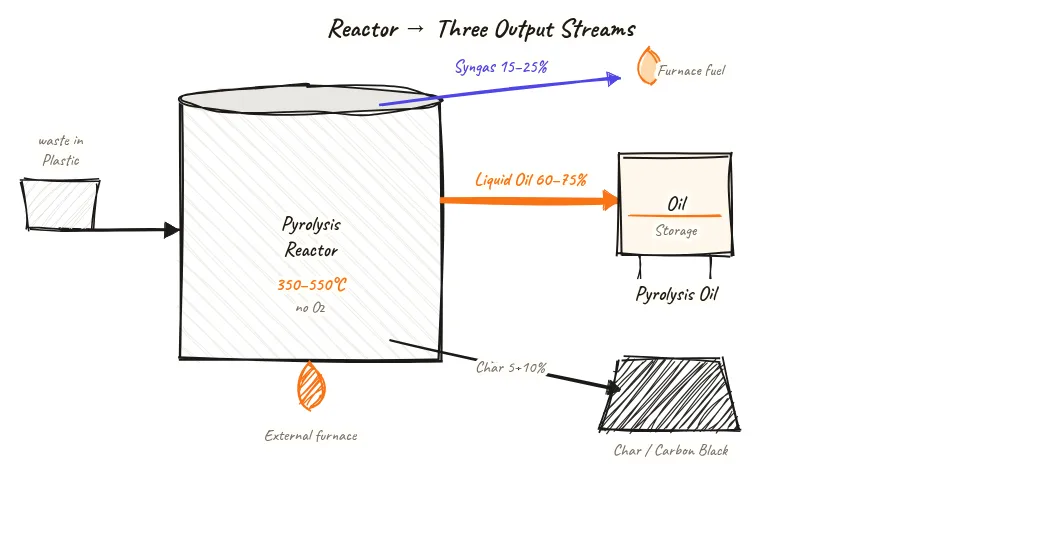
This diagram shows a reactor in the centre with three directional arrows representing the three output streams. Read it as follows:
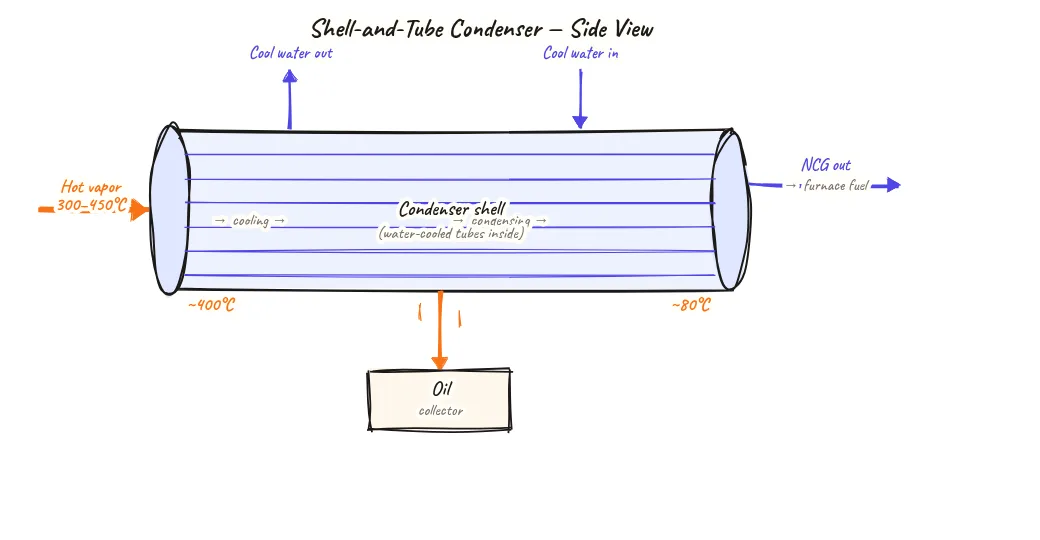
- Top arrow: Vapors rising from the reactor proceed to the condenser train and become pyrolysis oil (liquid). This is the largest volume product.
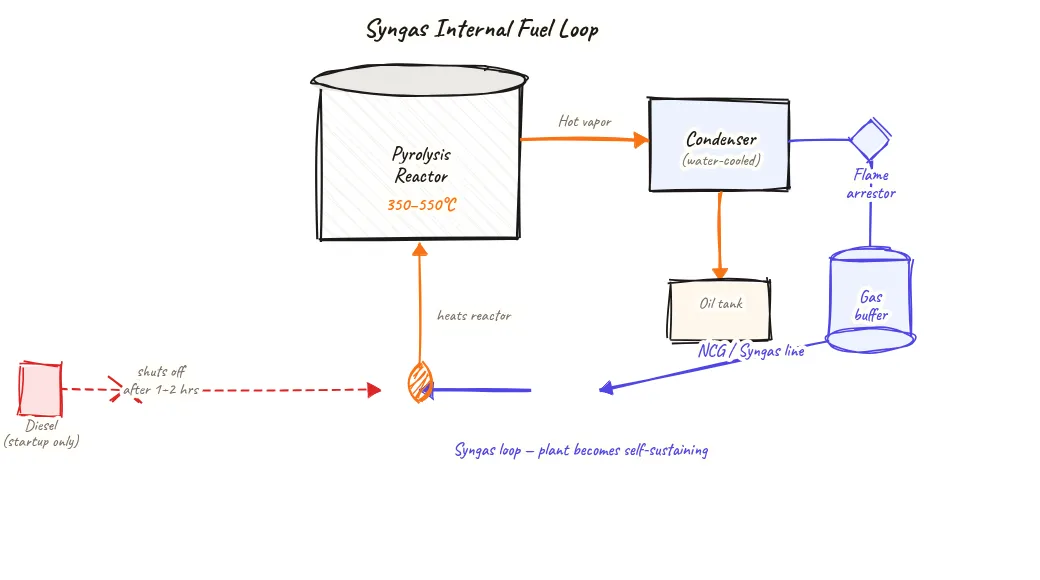
- Side arrow (or top-right): Non-condensable gas that cannot liquefy — exits after the condenser train and goes to the gas holder and furnace.
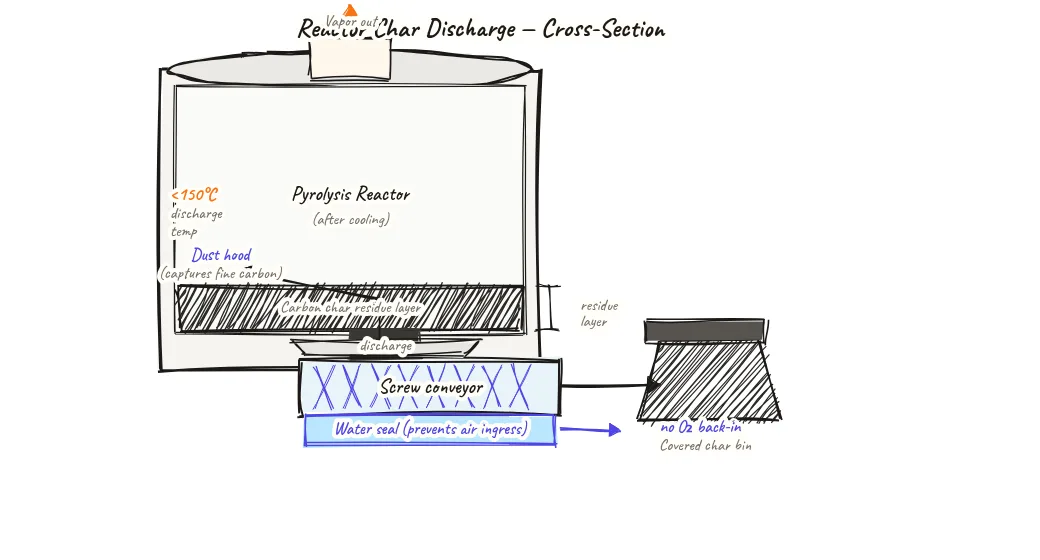
- Bottom arrow: Solid carbon char that settles at the reactor bottom after the batch completes.
- Reactor centre annotation: 'no O₂' confirms the sealed, oxygen-free condition that makes pyrolysis (not combustion) happen.
- Caption note: 'Most value leaves as liquid oil' — oil yield and oil price are the dominant financial drivers.
About this sketch
When plastic is heated to 350–550°C in a sealed, oxygen-free reactor, the long polymer chains break apart into smaller hydrocarbon molecules. These smaller molecules sort themselves into three physical states depending on their molecular weight and boiling point: liquid, gas, and solid. Understanding these three output streams is the foundation of understanding the economics of plastic pyrolysis.
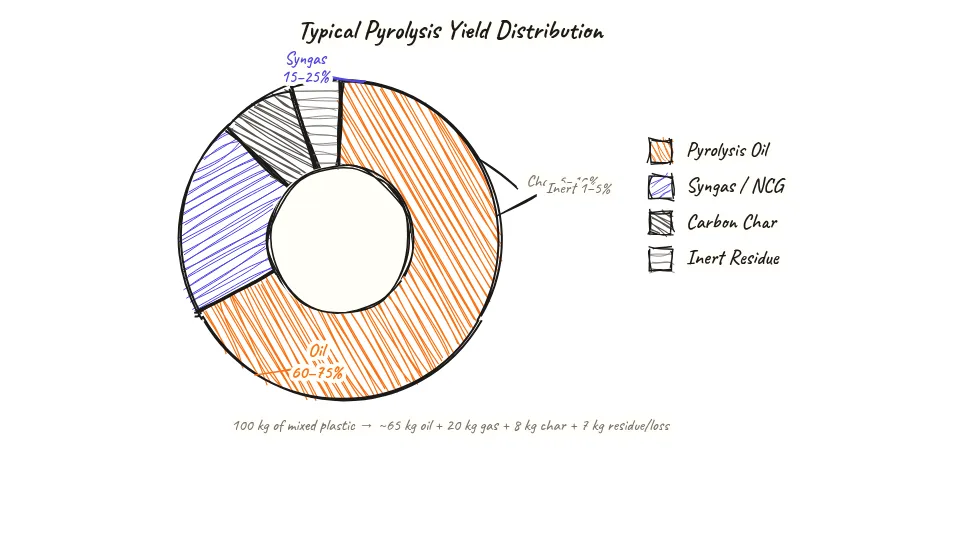
Pyrolysis oil is the primary product and carries the most commercial value. It exits the reactor as mixed vapors, is cooled and condensed in the condenser train, and collects as a dark liquid with a calorific value of 38–44 MJ/kg — comparable to diesel fuel. A typical batch of clean PE/PP feedstock yields 50–70% oil by weight (so 100 kg of plastic gives 50–70 kg of oil). Oil is sold to industrial boiler operators, cement kilns, brick kilns, and power generators, or further distilled into diesel-like fractions for agricultural equipment.
Non-condensable gas (syngas) accounts for roughly 10–20% by weight. It cannot be liquefied at atmospheric pressure and is channelled to the furnace as free fuel. This self-fuelling loop is what makes the plant energy-efficient: after the startup phase, no external fuel is needed to maintain reactor temperature. Syngas has a calorific value of 15–30 MJ/Nm³.
Carbon char is the solid residue at the reactor bottom, typically 15–25% of feedstock weight. It contains the original carbon from the plastic plus inorganic fillers, pigments, and ash. High-quality char from clean PP/PE feedstock with carbon content above 70% can be processed into recovered carbon black for rubber industry use. Lower quality char is sold as a fuel additive for cement kilns or brick kilns, or used as a soil amendment after leachate testing.
Key insights
- Pyrolysis oil at 50–70% yield by weight is the dominant product and the primary revenue driver for a plastic pyrolysis plant.
- Non-condensable syngas (10–20%) is not sold but used as furnace fuel, eliminating diesel cost after startup and improving plant economics.
- Carbon char (15–25%) is the least valuable product at small scale but gains value if processed into recovered carbon black for rubber applications.
- Feedstock type strongly determines the oil:gas:char ratio — PE/PP gives the most oil, PS gives more liquid hydrocarbons but with different properties, PVC generates corrosive HCl gas.
- All three streams have defined disposal and use pathways — running a plant without a clear char disposal or sale arrangement is a compliance problem, as uncontrolled char is a hazardous waste.