Contaminants and What They Do to the Reactor
Four contaminants in pyrolysis feedstock each damage a different part of the reactor — sand abrades the wall, metal scores the auger, PVC creates HCl corrosion, and moisture causes steam pressure spikes — showing why each pre-processing step protects specific equipment.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
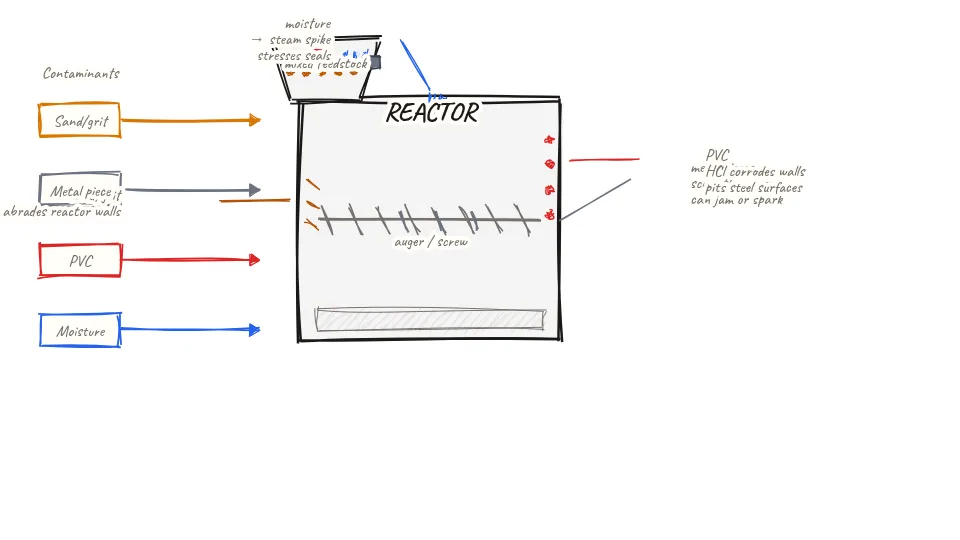
How to read this sketch
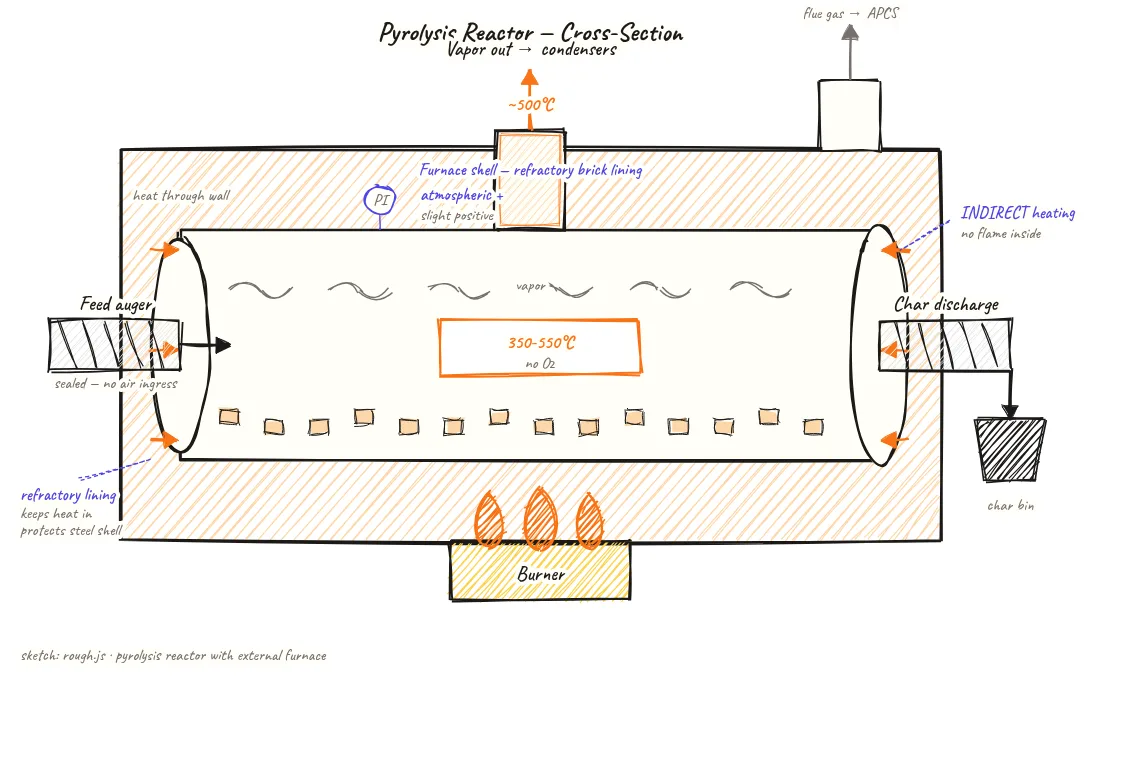
This is a cross-section of the reactor with cause-and-effect annotations. Read each contaminant-damage pair as a linked pathway:
- Contaminant icons (left side): Four icons (sand, metal fragment, PVC pipe section, water droplet) represent the four main contaminant types.
- Arrows: Each contaminant arrow points to the specific zone of the reactor where its damage occurs.
- Damage annotations (inside reactor): At each arrow endpoint, a damage label describes what happens — wall abrasion, auger scoring, HCl pitting, steam pressure spike.
- Caption: 'Clean feedstock = long equipment life. Each contaminant is a maintenance cost.'
About this sketch
Every contamination problem in pyrolysis feedstock has a specific downstream consequence inside the reactor. This diagram maps those cause-and-effect relationships directly — showing which contaminant damages which reactor component and why. Understanding this helps operators prioritise which pre-processing steps to invest in first.
Sand (inorganic grit): Sand particles in the feedstock — from outdoor storage, soil contamination, or beach-origin plastic — are hard and abrasive. At reactor temperatures, they settle to the bottom and are carried by the screw conveyor or rotary kiln walls. The result is wall abrasion — the reactor inner wall surface wears thin progressively. For a mild steel reactor, even 0.5% sand content in feedstock over a year's operation can cause measurable thinning of the reactor wall, reducing pressure rating and eventually requiring wall section replacement.
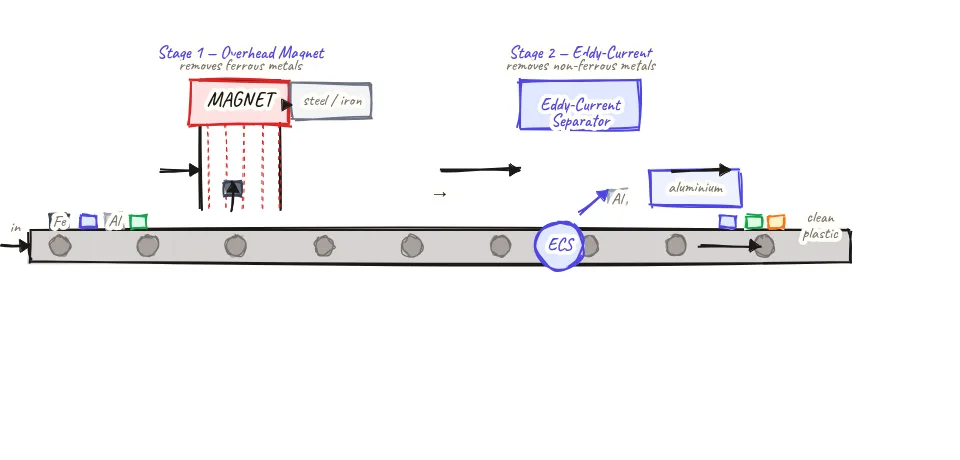
Metal contaminants: Bolts, wire, clips, and foil pieces that survive the magnetic separator (either non-ferrous metals like copper/brass, or because the separator missed them) enter the reactor. Inside, they drop to the bottom and are picked up by the char discharge screw conveyor or auger. Hard metal fragments score and gouge the screw flights and housing, creating wear that eventually causes screw failure or requires re-welding of the flight edges. The harder the metal contaminant and the higher its concentration, the faster the wear progression.
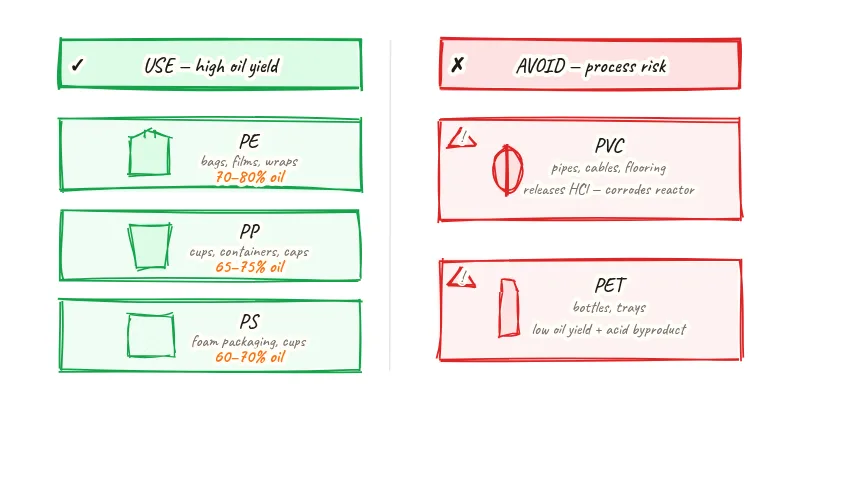
PVC: As documented in other diagrams, PVC releases HCl gas during cracking. HCl in the reactor environment causes electrochemical pitting corrosion on the reactor wall — the HCl gas dissolved in condensed liquid on the reactor wall creates an acid attack on the metal surface. Pitting is more insidious than general corrosion because it creates deep, localised holes in the metal rather than uniform thinning, and it can perforate the wall at pitting sites well before wall thickness measurements raise alarm.
Moisture: As covered in the dryer section, moisture flashes to steam inside the hot reactor. Steam pressure spikes can activate the PRV, interrupt the batch cycle, and stress reactor welds and seals through repeated pressure cycling. High moisture content (above 5%) can cause the steam pressure to overwhelm the PRV capacity, creating a potentially dangerous overpressure if the ESD system does not respond quickly enough.
Key insights
- Sand abrades the reactor inner wall — even 0.5% sand content over a year's operation causes measurable wall thinning that reduces the pressure rating of the vessel.
- Metal contaminants that survive magnetic separation score and wear the char discharge screw and auger — the harder the metal, the faster the wear.
- PVC-derived HCl creates pitting corrosion on reactor walls — pitting is more dangerous than general corrosion because it perforate walls at isolated points before overall thickness measurements show concern.
- Moisture causes steam pressure spikes that stress reactor welds through repeated pressure cycling — each spike is a fatigue cycle on the vessel.
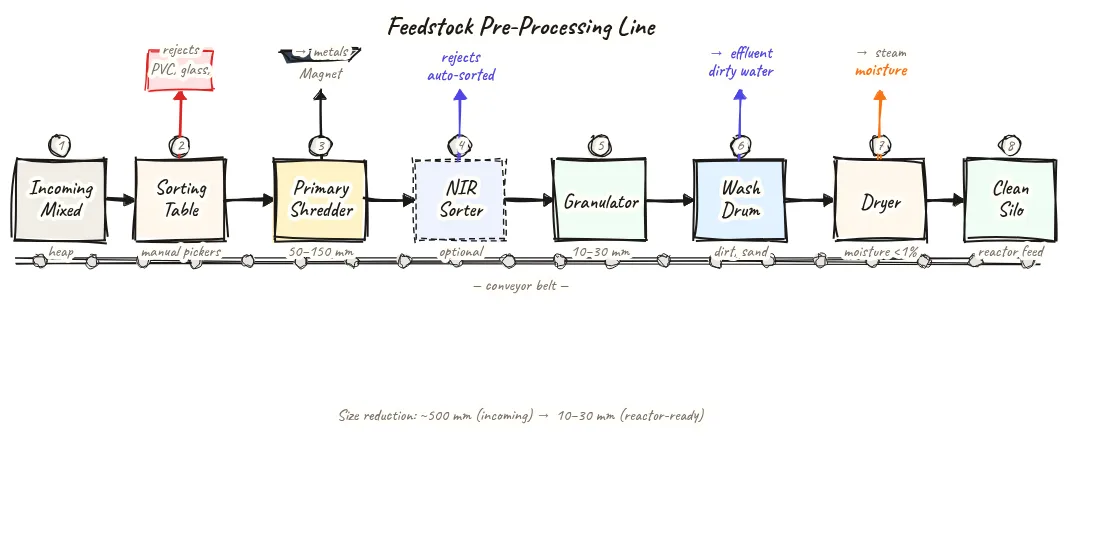
- Each pre-processing step (sorting, magnetic separation, washing, drying) maps to a specific contaminant type and the specific reactor damage that it prevents.