APCS — Multi-Stage Flue Gas Cleaning
The air pollution control system (APCS) on a pyrolysis plant cleans furnace flue gas through four stages — cyclone, scrubber, bag filter, and an ID fan — before the stack, meeting CPCB norms for PM, SO2, and NOx emissions.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
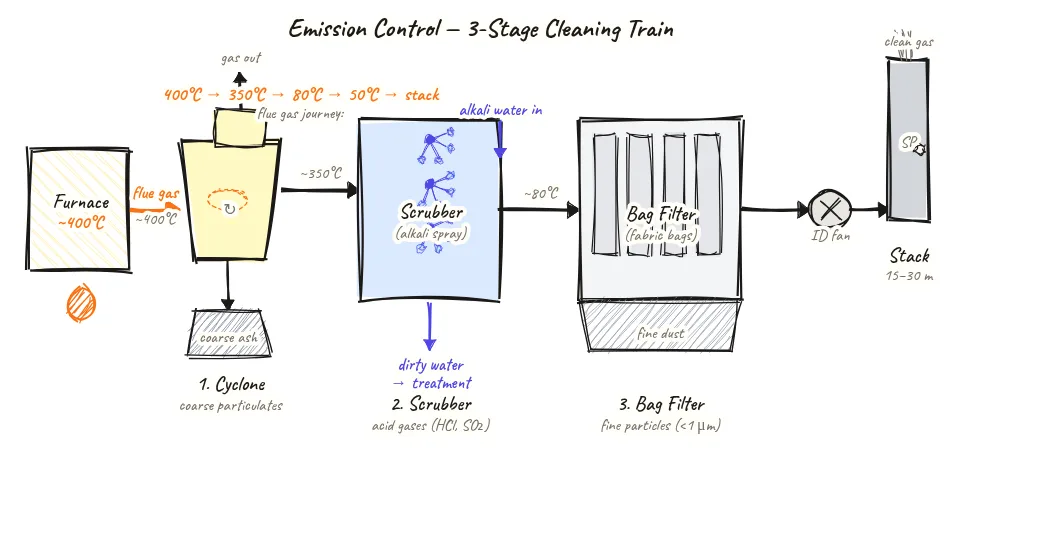
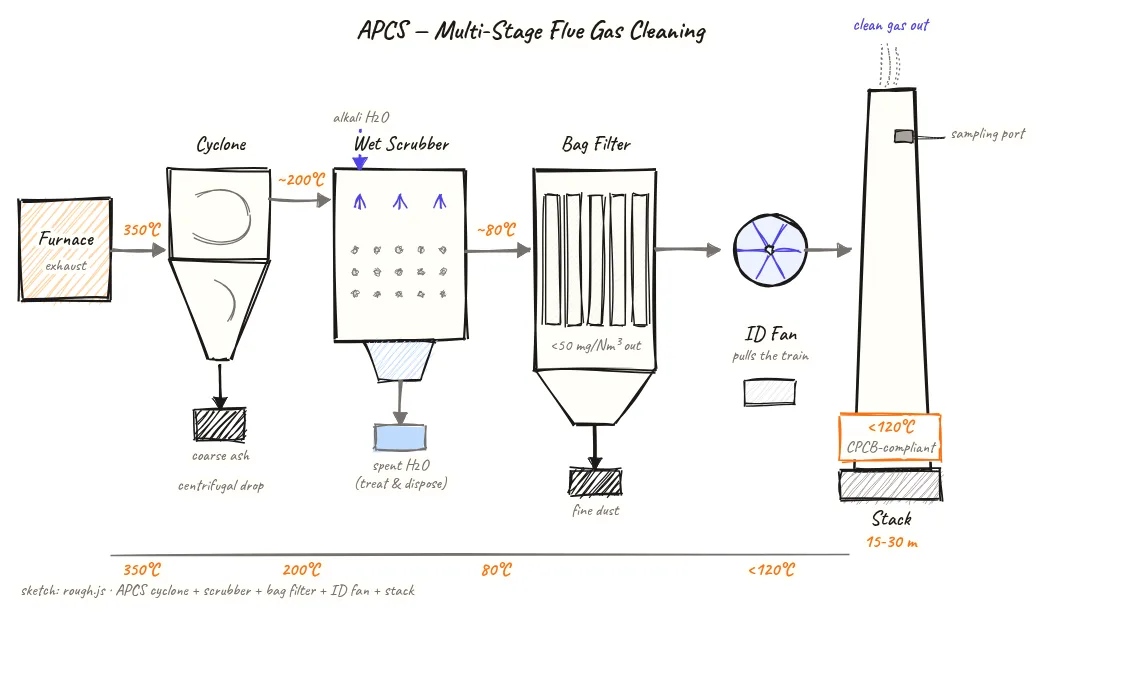
This is a left-to-right process flow diagram. Gas flows from left (furnace flue gas) to right (stack outlet). Read it as follows:
- Cyclone (first box): Conical shape symbol. Large particles drop down and out. Gas exits the top of the cyclone.
- Wet scrubber (second box): Rectangular vessel with spray nozzles or packing shown inside. Liquid drains from the bottom.
- Bag filter (third box): Multiple vertical bag elements shown inside the housing. Clean gas exits from above the bags.
- ID fan (fourth box): Fan symbol. Pulls gas through the entire train under negative pressure.
- Stack (right end): Tall vertical line with sampling port access ladder.
- Temperature labels: 350°C at furnace outlet, dropping to below 120°C by the bag filter inlet (required to protect bag filter fabric from thermal damage).
- CPCB compliant annotation: Indicates the system is designed to meet Indian emission standards.
About this sketch
A plastic pyrolysis plant burns fuel in its furnace to heat the reactor, and this combustion generates flue gas containing particulates, acid gases (SO₂, HCl), and oxides of nitrogen. Without treatment, these emissions would exceed CPCB ambient air quality and source emission standards. The Air Pollution Control System (APCS) is the treatment train that brings flue gas within legal limits before the stack.
Flue gas leaves the furnace at approximately 350°C and first enters a cyclone separator. The cyclone uses centrifugal force to remove coarse fly ash particles (above 10–20 microns) — this protects downstream equipment from abrasion and captures the bulk of particulate matter. Collected ash falls to a collection hopper at the cyclone bottom for periodic disposal.
Gas then enters a wet scrubber, where it is contacted with a water spray or recirculated alkaline solution (caustic soda or lime water). The scrubber removes water-soluble acid gases (HCl, SO₂) and fine particulates (2–10 microns range). HCl removal is essential when any PVC is present in the feedstock — PVC generates HCl during cracking, which ends up in the flue gas from syngas combustion in the furnace.
Scrubbed gas at around 120°C passes through a bag filter (fabric filter), which captures fine particulates down to 0.5–1 micron — the PM10 and PM2.5 range that cyclones and scrubbers miss. Bag filters require periodic shaking or pulse-jet cleaning and bag replacement every 2–5 years. An induced draft (ID) fan downstream of the bag filter pulls gas through the entire train, maintaining the slight negative pressure needed for furnace draft. Finally, treated gas exits through a stack of 15–30 m height equipped with a sampling port for periodic CPCB inspection.
Key insights
- Four-stage APCS (cyclone → scrubber → bag filter → ID fan → stack) is the standard design for CPCB compliance in plastic pyrolysis plants.
- Flue gas must be cooled below 120°C before reaching the bag filter — higher temperatures damage the filter fabric (glass fibre or PTFE-coated fabric typical).
- The wet scrubber is critical for HCl removal when any PVC-contaminated feedstock is used — without it, acid gas emissions would exceed CPCB norms and corrode the stack.
- The ID fan is placed after the bag filter (not before) to handle clean gas — placing it before the filter would mean fan blades handle abrasive particulates.
- A sampling port on the stack is mandatory for periodic emission stack testing — CPCB-accredited labs test for PM, SO2, NOx, and HCl at least annually.